TPU – Thermoplastisches Polyurethan
ist ein flexibles und elastisches Filament, das in der 3D-Druckwelt immer beliebter wird. Es zeichnet sich durch seine hohe Abriebfestigkeit, Reißfestigkeit und Flexibilität aus. TPU bietet eine einzigartige Kombination aus Gummi-ähnlicher Elastizität und der Verarbeitbarkeit von Thermoplasten. Dieses Material findet Anwendung in verschiedenen Bereichen, von der Herstellung flexibler Handyhüllen über Schuhsohlen bis hin zu Dichtungen und Stoßdämpfern. Seine Fähigkeit, sich nach Verformung in seine ursprüngliche Form zurückzubilden, macht es besonders attraktiv für Projekte, die Flexibilität und Haltbarkeit erfordern.
Drucken mit TPU – Herausforderungen und Tipps
Das Drucken mit TPU kann eine Herausforderung darstellen, bietet aber auch spannende Möglichkeiten. Aufgrund seiner Flexibilität neigt TPU dazu, sich während des Druckvorgangs zu dehnen oder zu verziehen. Daher ist es wichtig, langsamer zu drucken als bei starren Filamenten und die Extrusionsgeschwindigkeit sorgfältig einzustellen. Ein Direktextruder ist oft vorteilhaft, da er mehr Kontrolle über das flexible Material bietet. Die Drucktemperatur sollte typischerweise zwischen 210°C und 230°C liegen, abhängig von der spezifischen TPU-Variante. Eine beheizte Druckplatte ist nicht zwingend erforderlich, kann aber die Haftung verbessern. Retraktion sollte minimal gehalten oder ganz deaktiviert werden, um Verstopfungen zu vermeiden. Zudem empfiehlt es sich, den Lüfter auf voller Leistung laufen zu lassen, um eine schnelle Abkühlung zu gewährleisten. Mit der richtigen Einstellung und etwas Geduld können mit TPU beeindruckende, flexible Objekte gedruckt werden.
Der erste Versuch einer Kalibrierung
TPU ausgepackt und nach den Herstellerempfehlungen die Temperatur erstmal auf 220° gestellt. Für den ersten Testdruck, den Retraktionstest habe ich folgende Einstellungen verwendet:
- Pressure Advance: 0.0 mm
- Nozzle: 220 °C
- Bed: 60 °C
- Fan Speed: 100%
- Speed first Layer: 20 mm/s
- Travel Speed first Layer: 60 mm/s
- Print Speed: 50 mm/s (ich ahne, das könnte schon zu schnell sein für den Anfang..)
- Travel Speed: 250 mm/s
Der Retraktionstest wird von 0 mm bis 3 mm ausgeführt in Schritten von 0.1 mm. Das Ergebnis kann sich sehen lassen:
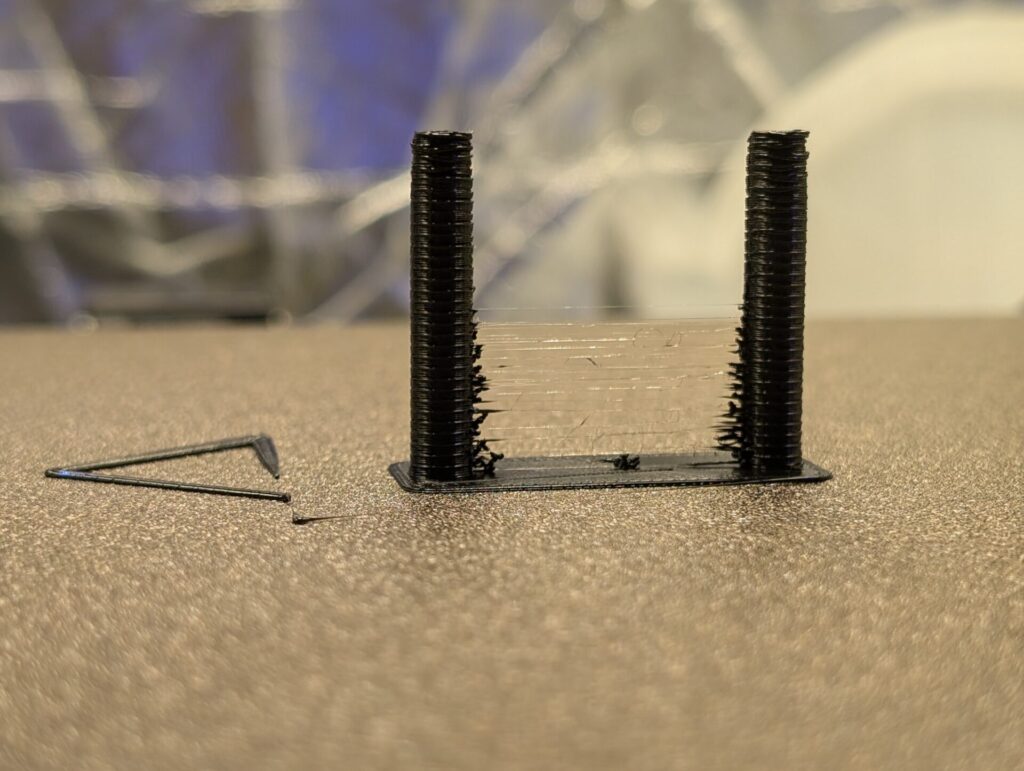
Ein Retraktionswert von 1.6 mm sollte gut funktionieren.
Im zweiten Schritt gings an den Pressure Advance, dieser war leider nicht so aussagekräftig:
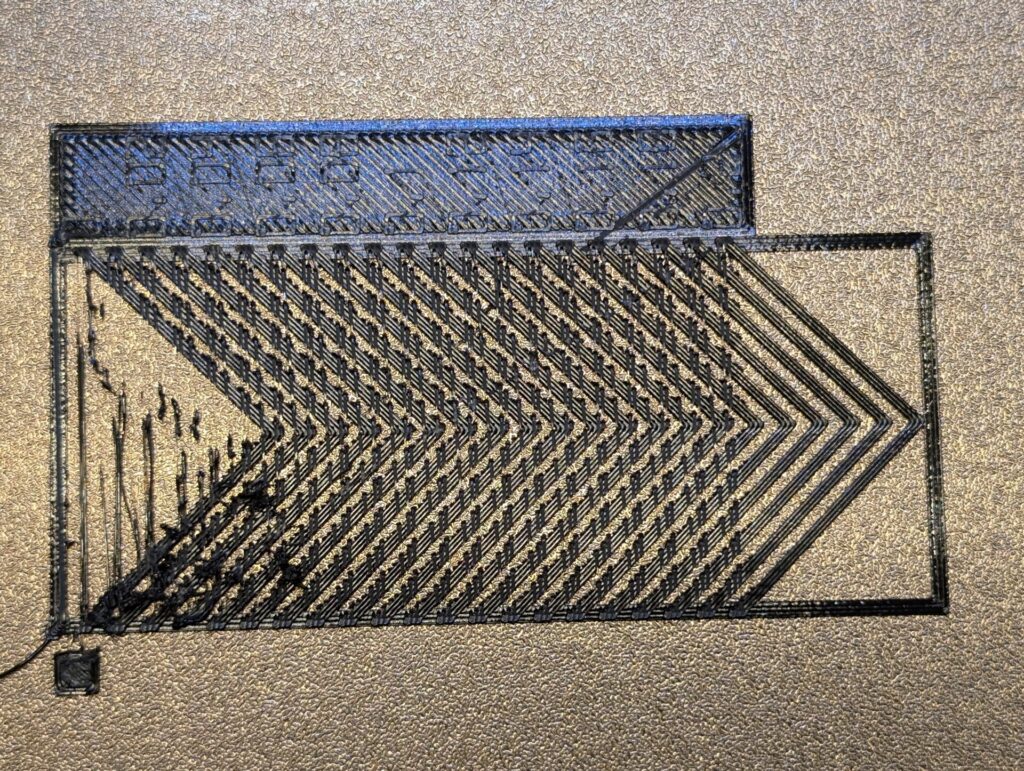
Ich werde fürs Erste den Wert 1.2 übernehmen.
Erste Tipps
Was ich in den ersten drei Stunden am Drucker mit TPU Filament gelernt habe:
- das empfindliche Material benötigt etwas Sorgfalt, wenn es nicht im Extruder hängen bleiben soll. Die Spannung der Transportmechanik sollte sorgfältig eingestellt werden.
- Mein Filament ist nicht sorgfältig gewickelt und kann sich dadurch nicht ganz frei von der Rolle abrollen. Das führte mehrfach zu Verdrehungen, die wiederum zu leichten Verknotungen im Extruder geführt haben. Da muss ich noch eine Lösung für finden, eventuell eine leichtere Abrollmechanik der Filamentrolle.
Schreibe einen Kommentar